TPU注塑工藝及模具,十分經典!
一、 注塑
TPU 最適宜的加工手段莫過于螺桿型注塑機械。用通常長度的單螺紋,三段螺桿能生產很好的塑化均勻的熔融物。如果需要高的塑化能力(生產量),可以使用較長的螺桿 (圖1.1)。
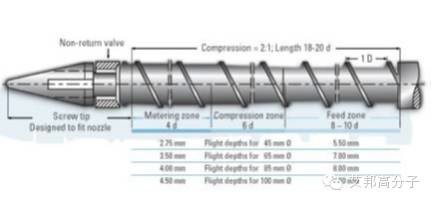
圖 1 加工TPU的注塑螺桿
短壓縮區螺桿由于高剪切力而不適用。TPU 塑化需要高的能量,要求螺桿有高的扭矩驅動。扭矩不足會導致螺桿轉速的波動和塑化的不均勻。
在限度之內,較高的螺筒溫度會產生良好結果,盡管會冒材料過熱的危險。射嘴和螺筒頭的通路應設計成沒有死角,而使材料能夠射入而不致受到熱破壞。螺筒和射嘴的加熱系統的精確溫度控制是要點。注意確保射嘴在整個長度都均勻受熱。謹防在通路上熔料局部過熱和可能受冷。熔融的TPU是即無腐蝕性也無磨損型。基于這里理由,螺桿不需任何特殊合金鋼或加強鍍層。

圖 2 換檔手柄注射成型
二、 螺筒和模具的溫度設定
1. 注射單元
TPU 應在190 到 220 °C之間的熔融溫度下加工。對于一些硬的級別熔融溫度可能會提高到 240°C 。具體級別TPU 的熔融溫度范圍在相關的產品信息表中可以找到。圖 2.1所示為不同邵氏硬度下對螺筒和射嘴加熱設定的指導值。
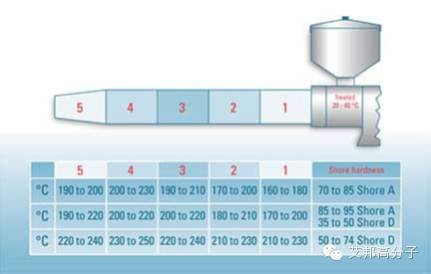
圖 3 不同硬度的溫度設定
2. 模具
模具溫度的主要影響在于表面質量和脫模行為。他也影響最終結構的收縮和內應力(受冷時) 。 正常模具溫度應用20 - 40 °C。但用一些改良的TPU 級別和使用玻璃絲填充加強TPU,模具溫度應提高到60 °C以確保最佳的表面質量。對于厚壁物品冷卻,降低大約5 °C 能減少循環周期時間。
3. 塑化
對于塑化速度應選擇圓周速率不超過0.3 m/s。計量行程應在 1 D 和 4 D之間。下圖所示為不同螺桿直徑下的最大速度。
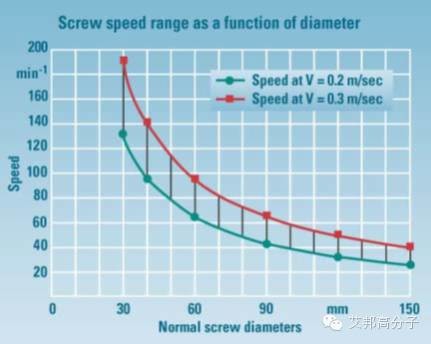
圖4 螺桿速度和螺桿直徑的函數關系
實際經驗是利用螺筒 30 - 75% 能力是最佳的。如果螺筒能力對應注射量非常低,則熔融物在塑化單元停留太長的時間。會導致熔融物熱損壞。
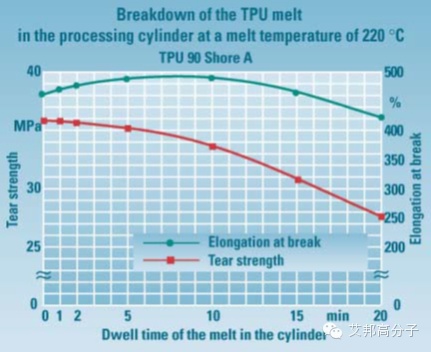
圖 5TPU熔融物在螺筒加工中的分解
4 .注射壓力,保持壓力,背壓力,注射速度
對于理想的加工,要點是對壓力和注射速度的不間斷的控制。其應能控制注射和保持壓力在100到1200 bar 范圍內。
為了均化必須有背壓力,通常設定在注射壓力的1到2.5%之間。注射速度主要基于壁厚。通常對于厚壁物品的模具需要慢的填充,而薄壁物品需要快的填充。對于注射速度除了壁厚和模穴類型,模具排氣扮演重要角色,其有助于避免高壓熱空氣導致的所謂“燒痕”。
注射壓力/保持壓力施加較大的影響是在了空間穩定性和脫模性。成型時的過高的注射壓力,同時過低的保持壓力產生凹痕。成型超載脫模更困難。 用錯列的壓力工作是可取的,即用比注射壓力較低的保持壓力。按規則,注射壓力的50%的保持壓力是適當的。這樣能夠用最小的內部壓力生產出物品。
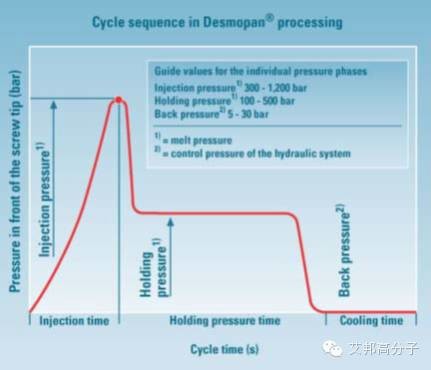
圖 6 TPU加工的典型循環步驟
5 .循環時間
決定循環時間的是物品的形狀,壁厚,模具的冷卻和材料本身。下圖所示為壁厚對注射循環周期的影響,把TPU量化為三個級別:硬的,中等的,軟的。
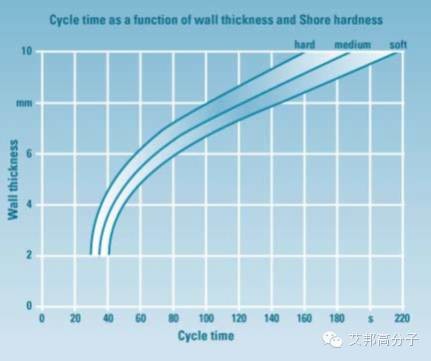
圖7 循環時間對壁厚和硬度關系
6. 脫模
TPU 的復制模具需要詳細敘述。軟級別的TPU很奇特,其能產生太不一般的壁的物品。這必須在設計模具是通盤考慮。脫模可以使用脫模劑。硅烷基脫模劑如Baysilon M 效果良好。無硅烷脫模劑也可以,但必須頻繁使用。
三、 廢料循環
廢料、澆口,不合格品等制成的粉碎料如果清潔和干燥可以制成顆粒再生利用。對于注塑,在純料中加不到30%的粉碎料不會影響產品的性能。如果自己加工粉碎材料,成型物品必須按要求進行測試決定能否滿足性能要求。對于擠出純料中混和粉碎料是不適當的(因為粘度不同)。如果是同質的純的粉碎料用于擠出,不是絕對不可以,但用于注塑是完全可以的。
四、模具設計 / 外形結構
1 .注射成型工具
TPU 模具應采用同種的用于熱成型的鋼制造。簡單的小型產品趨向也采用鋁合金制造。對于樣件模具可以正常使用插入鑄造樹脂或壓鑄金屬。下列模具類型可以加工TPU:
• 兩片式模具
• 三片式模具
• 雙并式模具
• 全壓式模具
• 多開隙模具
2 .澆口
TPU通常使用以下類型的澆口:
• 薄膜澆口
• 隔膜澆口
• 針點澆口
• 環形澆口
• 直澆口
• 隧道式澆
• 熱澆道澆口
對于澆口,澆道和注道應比硬塑料大 25 - 50% (圖4.1)。在澆口系統應特別避免壓力下降。
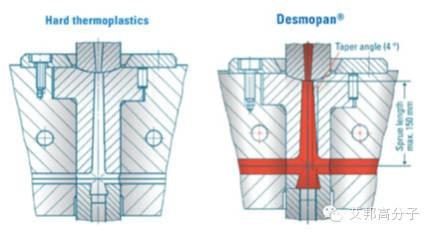
圖8 注道襯套設計
澆道越遠越應注意,流路必須設計成全通路使用整個的一個澆道直徑,并且其布置在一個或兩半模模具上(圖 4.2)。在多模穴模具上,即兩片或三片型,澆道應布置成流路基本是相同長度(圖 4.3)。
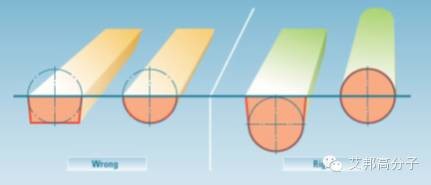
圖9 澆道截面
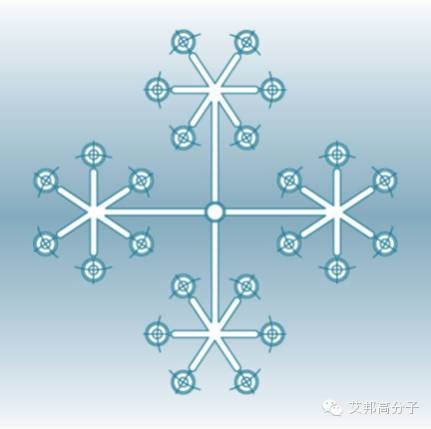
圖 10 多模穴模具的澆道
針點澆口必須有一個弱點在澆口截面以確保干凈的撕掉。大的針點澆口必須在部件上不連帶任何噴射或其它的壓痕發生。對于軸向對稱的零件,可能會用環形或隔膜澆口更好地防止形成流線。模具填充和排氣必須保持在緊密的控制之下。(圖 4.4 ).
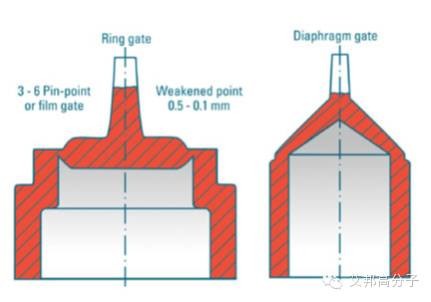
圖11 澆口形式
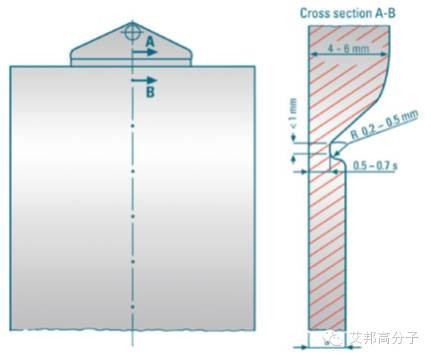
圖12 "衣架式" 薄膜澆口
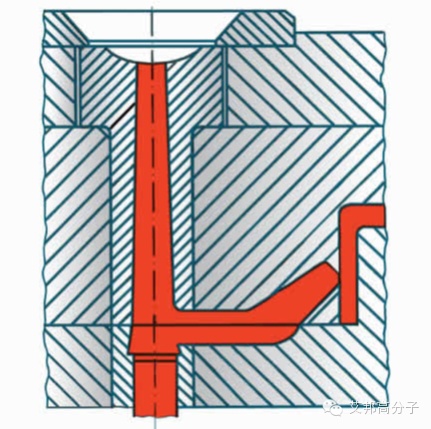
如果澆注點是看不到的,隧道式澆口是最佳解決方案。 (圖 4.6 ).
3 .熱澆道技術和熱澆道射嘴
熱澆道喂料系統適合熱塑性塑料越來越流行。TPU也同樣,這個技術被防范采用。圖4.7 列出這個方法的主要規則。
圖13 熱澆道系統的要求
4 .例 1: 直澆口的開放射嘴
(1)不用塑料隔離帽的開放射嘴
加工TPU不常用,因為熱分離不好,導致 "眼圈", 光暈, 粘連和材料滴流。
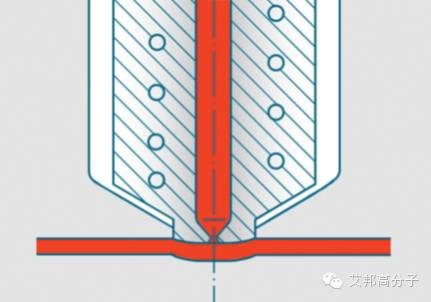
圖14 不用塑料隔離帽的開放射嘴
(2)用塑料隔離帽的開放的射嘴
隔離帽和冷卻系統導致較好的熱分離(圖 4.9)。
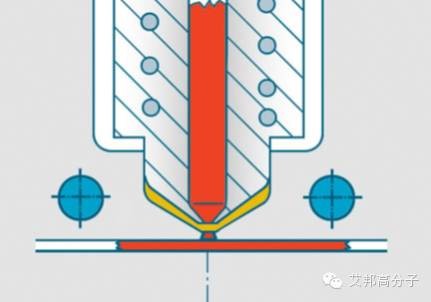
圖15 用塑料隔離帽的開放的射嘴
(3) 用魚雷頭的開放射嘴
狹窄的環形縫隙導致過大的剪切力。一般不適于TPU (圖4.10 )。
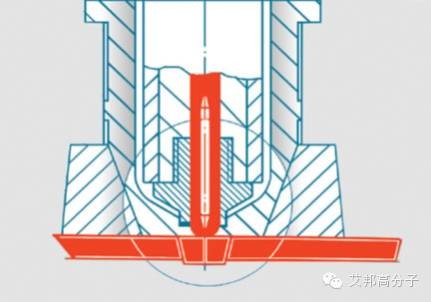
圖16 帶魚雷頭的開放射嘴
5. 【例 2】帶澆口的開放射嘴
這個系統是主要用于大型模具(單/多模穴)。具體有點是壓力損失低和熱分離好(圖4.11)。
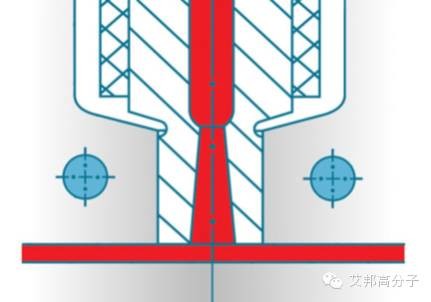
圖17 帶澆口的開放射嘴
6.【例 3】 帶針閥的射嘴
清潔的澆注點能直接放置在部件上。這個澆注系統表現出有效的熱隔離和低壓力損失(圖4.12 )。
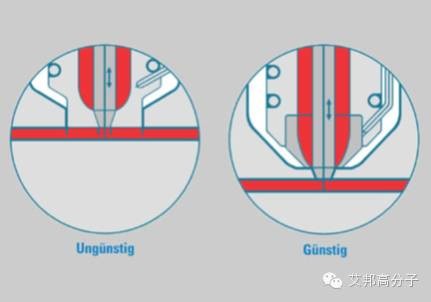
圖18 帶針閥的射嘴
7. 模具的流動特性
TPU 的流動行為基本和其它熱塑性材料相同。流道動路徑的長度決定于融熔的溫度,填充零件的壁厚,注射速度和材料的流變學特性。根據設備和技術條件注射速度各種各樣。下圖所示為TPU流動路徑和熔融溫度的關系。
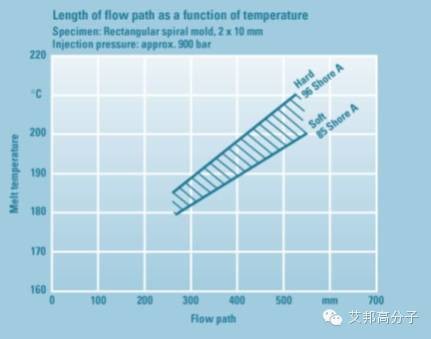
圖19 流動路徑長度和熔融溫度的關系
8. 模具排氣
特別對于TPU厚壁零件,重要的是好的模穴排氣。在分模線上0.02到0.05mm深度和5mm寬度的凹槽認為合適 (圖4.14)。如果某個非模具分模線區域空氣被壓縮則通過使用針和用合適的辦法插入適當排氣是可行的。
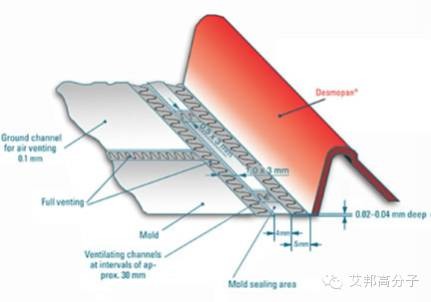
圖20 排氣開槽示意圖
9. 收縮
對于熱塑性聚氨酯其僅能在模具設計階段基于物品外形在一定限度之內修改收縮數據,其壁厚和加工條件都對收縮產生重大影響。模具設計的大致規則設定收縮大約1%。次要的差別靠良好的彈性形變抵消。用軟級別的TPU和薄壁的物品比用硬級別的TPU和較大壁厚的物品模塑后的收縮是巨大的。圖4.15 給出在整個區域的全部收縮的狀況。

圖21 TPU收縮范圍的比較
10. 脫模
(1) 模穴表面
一個模具的模穴表面粗燥度達到 0.5 - 0.6 μm 減少脫模利和TPU助劑噴出。脫模力是用其它的粗燥度或涂料在他們最小的比較而言。
(2) 脫模錐度
模具錐度應至少為 5°,用軟的級別TPU制造較明顯。交錯的錐度改善從模壁上的脫開(圖4.16)。
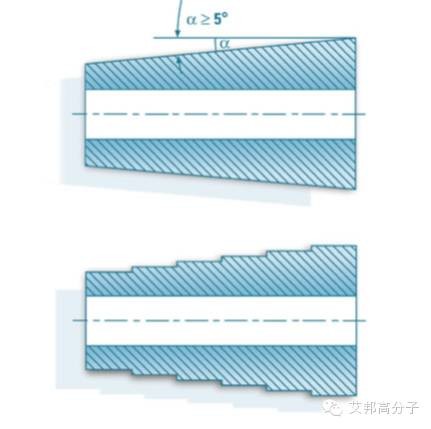
圖22 脫模錐度
(3) 頂出裝置
對于 TPU,頂出裝置的表面應盡量大,以避免成品物件的變形(圖4.17 )。
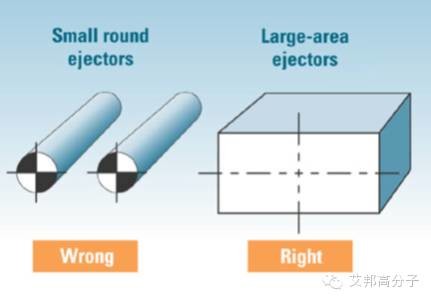
圖23 頂出裝置
TPU的高彈力允許底部脫模和中空物品。吹制成型能夠用壓縮空氣吹制芯 (圖4.18 )。
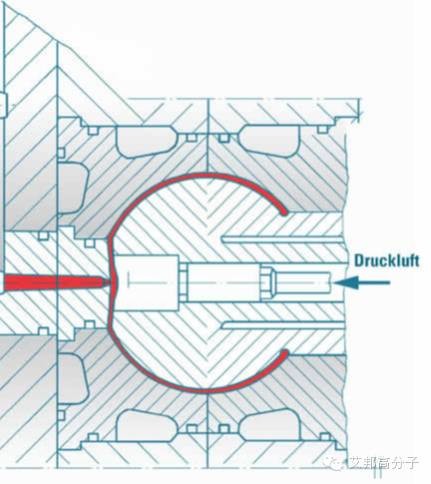
圖24 吹塑成型
11.著色
TPU一般只提供本色。著色是一個簡單的過程和可用機器處理。用TPU 基色母顆粒是既簡單又可靠。聚苯乙烯和SAN樹脂基的母粒勉強可以,而那些聚烯烴和PVC 基的對于TPU是不合適的。顏料和色漿可以用于著色。需要的添加量決定于物品的壁厚,顏料的顏色濃度和指定的色度。一般添加量是: 色母粒: 1.0 -4.0 % 色漿: 0.5 -1.0 % 顏料: 0.2 -0.5 % 可以利用標準的商業裝備在使用TPU時添加和混合著色劑。對于特殊的顏色可以使用轉鼓混合機或用翻斗混合機等類似裝置。確保著色劑或其它的任何添加劑不含任何水分是非常重要的。一種靜止混合器趨向極大的改善顏色分散和減少著色劑用量。
12. 添加劑
為改善加工特性和特殊行為,我們推薦添加常用功能母粒如:
• 抗粘劑
• 脫模制
• 紫外光穩定劑
加入前都必須預先干燥。





